滚珠丝杆丝杠淬火不当所引起的分析
说明:
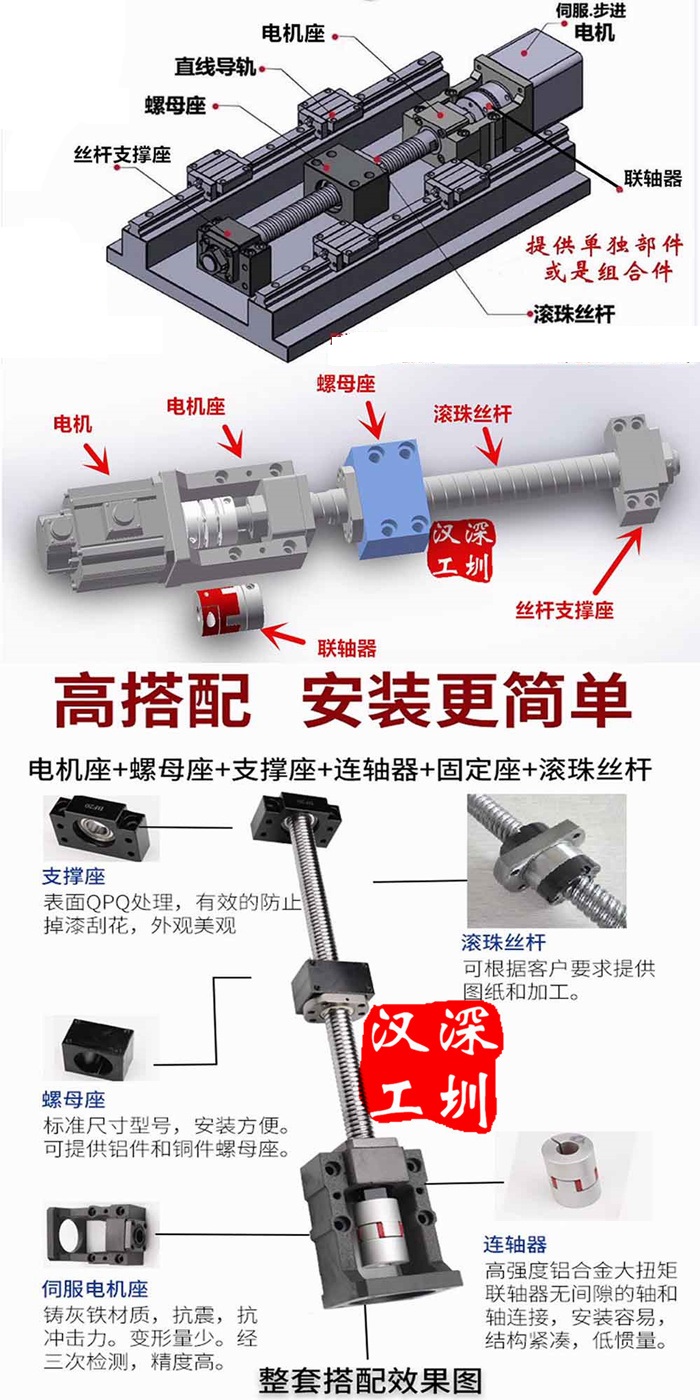
1、导轨滑块、滚珠丝杠、丝杆电机座、直线模组等3d图请联系客服索取!
2、丝杆直径大小和电机扭矩确认的选型视频请联系客户索取(网站无法上传视频)!
大型滚珠丝杆一般采用中频感应淬火,在生产中,经常会出现经过淬火(回火)处理的丝杆,经磨削螺纹、磁力探伤检测后,在螺纹滚道的圆弧上出现轴向或网状裂纹,甚至在磨削螺纹时仅用肉眼就能发现,造成丝杆的报废。这样不但给企业造成了直接的经济损失,而且由于问题产生的原因是多方面的,给企业的生产一线操作人员带来了很大的压力。
在长期从事滚珠丝杆热处理技术研究的基础上,通过对大量大丝杆裂纹的失效分析和跟踪过程,总结出导致大丝杆裂纹的多种原因及控制措施,并通过批量生产得到验证。
中频淬火丝杆磨削裂纹成因分析
1、原料质量差。
CCr15材料的超差成火组织(含片状珠光体)是碳化物网状级超差成火组织。根据裂纹丝杆碳化物的不均匀性和显微组织分析,在总致中不合格丝杆约40%是发生网状碳化铛的堪差或球化退火组织。
在感应淬火过程中,由于碳化物的不均匀性,导致丝杆表面产生了不均匀的硬度分布和内部应力分布,导致碳化物内部应力集中。磨削丝杆时,由于磨削部位内应力超过材料的屈服强度,从而产生磨削裂纹。薄片珠光体的存在,导致丝杆表面感应淬火后晶粒粗大,使钢的屈服强度下降,而丝杆打磨时的内应力大于材料的屈服强度,从而产生磨削裂纹。
2、中频丝杆淬火的热处理不良。
淬火温度偏高或回火不足是其主要表现。经分析、统计等,由丝杆引起的研磨裂纹约占总数的20%-30%。
大滚珠丝杆中频淬火时,中频输出功率偏高,淬火干内火工品冷却速度过慢,都会使丝杆淬火时温度偏高,丝杆淬火速度过慢,都会使丝杆淬火时温度偏高,丝杆淬火后马氏体组织等级偏高(5级),甚至超过最高等级(马氏体5级)。磨削丝杆中的马氏体组织较粗,使钢的韧性下降,磨削过程中造成的内应力大于钢的屈服应力而产生磨削裂纹。
在淬火过程中,大滚珠丝杆的内部应力(包括热应力和组织转变应力)较大,回火不足(湿度低或回火时间短),丝杆在淬火过程中形成了不完全的内部应力清除,淬火回火后,丝杆内部的残余内应力与磨削产生的磨削应力相叠加,当叠加的应力大于钢的屈服强度时,丝杆表面就会产生裂纹。