研磨丝杆和冷轧轧制丝杠的介绍
说明:滚珠丝杆、直线导轨、直线模组 pdf+cad+3d等图纸请联系客服索取,谢谢!
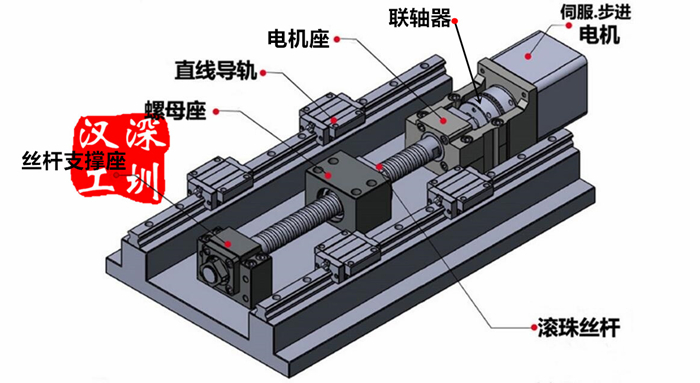
滚珠丝杠有研磨滚珠丝杠和轧制滚珠丝杠两种,其中研磨滚珠丝杠的滚道是先用车刀加工出滚道的形状,之后采用磨床磨削至尺寸和精度要求。轧制滚珠丝杠是在冷轧时就将滚珠丝杠挤压成型,直接加工滚珠丝杠的两端就完成了。
冷轧滚珠丝杠的加工难点在于轴承座部位余量大,而且热处理后硬度高,传统工艺一般是先退火,然后进行车削加工,或者就是采用磨削工艺。整体加工效率低,而且退火后的滚珠丝杠存在变形及开裂等诸多问题,对磨削或车削工序带来很大影响。
磨削滚珠丝杠的加工难点在于螺纹的切削,热处理后的磨削滚珠丝杠硬度HRC60-65,传统工艺一般采用磨削的方法制成螺纹,但磨削效率低,报废率高,影响整体的生产进度。