

滚珠丝杠机构的装配调整
滚珠丝杆副是精密传动部件,应由专业人员装配、维修,安装滚珠丝杠副需要专门的技能及必要的测量工具,在安装过程中需要轻拿轻放井按一定的规范进行装配。下面以采用标准支撑单元的一端固定一端支承安装方式滚珠丝杠机构为例,深圳市汉工精密科技有限公司说明具体的装配步骤:
1支单元的装配
(1)将固定端支撑单元安装到丝杠上
由于轴承内圈与丝杠之间为过盈配合,因此装配两侧支撑单元轴承时不能使轴承直接受到冲击,需要使用专用的轴承装配衬套,如图13-36所示
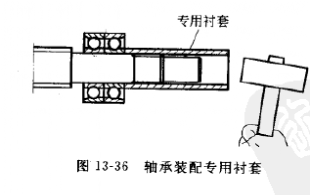
轴承直
(2)用锁紧螺母将固定端支撑单元固定将固定端支撑单元装入丝杠后,拧紧锁紧螺母,用垫片和无头紧固螺钉将锁紧螺母固定。为了防止锁紧螺母在工作过程中松动,用垫片和无头六角螺钉将锁紧螺母固定时,一般要在螺钉螺纹上涂加螺丝胶水后再固定,螺丝胶水会自然固化。在严酷的条件下使用时还必须考虑其他零部件的松弛问题
为了减少锁紧螺母与调整环、轴承接触面的变形,装配时首先用两倍的拧紧力矩将锁紧螺母锁紧,然后再放松,之后再用规定的扭矩将锁紧螺母重新锁紧。
(3)装入螺母支座
将螺母支座装人滚珠螺母,用螺钉暂时固定(不拧紧)。注意在装入螺母支座时,如果滚珠螺母是带外循环回流管的结构,应该转动滚珠螺母,使回流管位于靠工作台的一侧这样滚珠在循环时可以依靠自身的重力使运动更顺畅。
有时候不采用螺母支座进行过渡连接在工作台的下方直接设计滚珠螺母安装孔,装配时将滚珠螺母直接装人工作台。
如果滚珠螺母外径大于支撑端轴承外径,则可以在装人支撑端轴承后再装入螺母支座或工作台。如果滚珠螺母外径小于支撑端轴承外径,则必须在装入支撑端轴承之前先将滚珠螺母装入螺母支座或工作台并暂时固定,杏则可能出现支撑端轴承装配完毕后滚珠螺母无法装入螺母支座或工作台的情况。
(4)将支撑端支撑单元安装到丝杠上
用轴承装配专用衬套将支撑端轴承装入丝杠支撑端,再用专用工具钳将弹性挡圈装入丝杠的定位沟槽内对轴承轴向固定,最后将轴承装入支撑端支撑单元轴承孔内,下面装配图
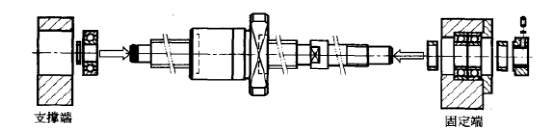
图13-37两端支撑单元装配示意图
(1)装配要点
2.与工作台及底座的安装
①滚珠丝杠与直线导轨或直线轴承同时使用
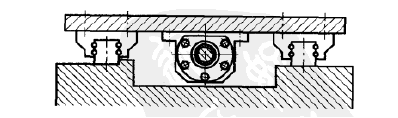
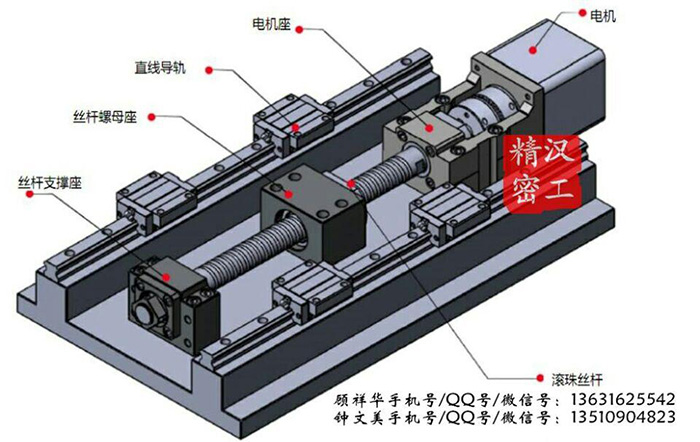
由于滚珠丝杠机构只是一种传动部件,滚珠螺母只对负载工作台提供一个直线运动的牵引力,工作台的直线运动还需要专门的导向部件来导向,所以,滚珠丝杠机构一般是与直线导轨机构或直线轴承同时使用的,负载工作台同时与滚珠螺母支座及直线导轨的滑块(或直线轴承)装配连接在一起,如图13-38所示
②工作台的运动方向
如图13-38所示,通常在装配直线导轨时在直线导轨的安装基础上设计加工有专门
的导向定位边(单侧或双侧),因此当按照直线导轨的装配操作规范将工作台与直线导轨
的滑块装配固定完毕后,工作台的运动方向就巳经确定了
③两端支撑单元的轴承座孔中心与螺母支座孔中心要精确调整到“三点同心”的最住状态,即三个安装孔中心必须精确调整到位于一条直线上,不允许在不同心的情况下强制安装,否则会破坏滚珠丝杠的精度,这也是前面将螺母支座装入滚珠螺母后暂时不拧紧的原因,因为还需要进行仔细的调整。
④通常首先装配直线导轨及工作台,固定工作台的运动方向后,再以此为基准调整滚珠丝杠的方向并使之与工作台运动方向严格平行。所以,将支撑单元最后固定在底座上、将滚珠螺母支座与滚珠螺母最后固定、将滚珠螺母支座最后固定到工作台上之前,这四个部位都应进行仔细的调整,使由支撑单元、丝杠、滚珠螺母确定的运动方向与工作台的运动方向在高度、左右方向调整到严格平行。
除以工作台的运动方向为基准调整滚珠丝杠方向的装配方法外,在某些情况下有时也采用另外一种装配方法,即首先装配固定滚珠丝杠的运动方向,再以此为基准调整工作台(及直线导轨)的运动方向
不允许在导轨与丝杠方向不一致的情况下强行将滚珠螺母安装于螺母支座上,装配时也不能施加过大的力。因为丝杠的沟槽经过淬火和研磨加工,如果将丝杠与滚珠螺母。强行拧入会在丝杠的沟槽上产生压痕,降低机构的精度与寿命。滚珠螺母与丝杠错扣也会缩短寿命。
(3)装配步骤
①将螺母支座暂时固定到工作台上,螺钉不拧紧
②将固定端支撑单元暂时拧紧在底座上,转动丝杠,使工作台移动靠近固定端支撑单元并找出支撑单元的中心,调整螺母支座位置使螺母能够随工作台平滑移动,然后将支撑单元初步固定在底座上。注意拧紧支撑单元的固定螺钉时应交叉进行
注意:由于通常都是以由直线导轨确定的工作台运动方向为基准来调整滚珠丝杠的方向,因此需要调整支撑单元的位置使支撑单元及丝杠中心位于一条直线上并与工作台方向一致。支撑单元在水平面内的左右摆动及移动调整都非常容易,而丝杠在高度方向的调整就困难了’只能用垫片来调节轴承中心偏低的支撑单元髙度。这种专用垫片通常用厚度很薄的黄铜箔制造,并有从十分之几至百分之几毫米的多种厚度规格。调整时根据需要选用不同的垫片组合来调节支撑单元的高度,可能需要使用多层垫片,垫片可根据需要剪成适当的形状
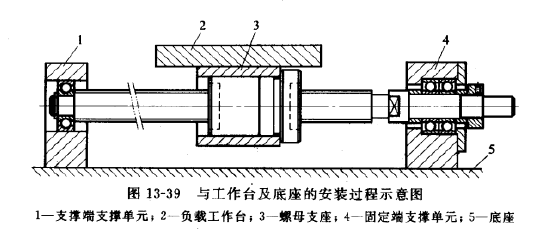
③转动丝杠,使工作台移动靠近支撑端支撑单元并找出支撑单元的中心,反复转动丝杠使工作台往返移动数次,直到整体都能平滑移动然后暂时将支撑单元初步固定在底座上
上述各步骤见图13-39所示装配示意图
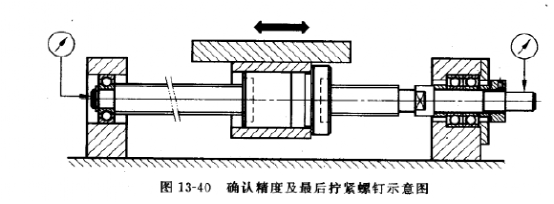
3.确认精度及最后拧紧螺钉
如图13-40所示,往复转动丝杠使工作台左右往返移动,调整支撑单元的位置直到工作台能够随导向部件(如直线导轨)进行平滑稳定的运动,如果出现运动不顺畅现象就重复前面的调整步骤。用扭矩测试工具测试丝杠转动所需要的扭矩,用千分表测试滚珠丝杠轴端的端面跳动及径向跳动,一直调整到最佳状态(上述位置度误差达到最小转动丝杠所需要的扭矩也最小),然后按滚珠螺母、螺母支座(或工作台)、固定端支撑单元、支撑端支撑单元的顺序将各连接螺钉最后拧紧。注意拧紧螺钉时应交叉进行。
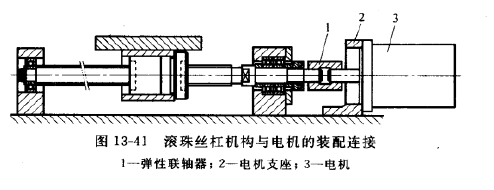
与电机的连接
(1)装配要求
电机与丝杠一般通过弹性联轴器来连接。由于弹性联轴器在运行时只允许丝杠轴端与电机输出轴的位置度存在很小的偏差,最理想的情况是两根轴的中心位于一条直线上因此装配电机时的调整原理与滚珠丝杠的调整原理是相同的,需要对电机输出轴在水平面左右方向、竖直面高度方向进行精确的调整,这样才能确保弹性联轴器、电机及滚珠丝杠的工作寿命。
2)装配步骤
①将电机初步安装固定到电机支座上,暂时拧紧螺钉
②将电机支座初步安装固定到底座上,暂时拧紧螺钉
③用弹性联轴器将电机输出轴与滚珠丝杠连接起来,暂时拧紧螺钉
④用千分表按图13-20所示误差示意图测试电机轴的位置偏差,测试两根轴的中心在高度方向是否等高、在水平面内是否平行在竖直面内是否倾斜。根据测试结果调整电机支座的左右位置,必要时采用铜箔垫片调整电机支座的高度,直到将两根轴的位置度偏差调整到最小并且在弹性联轴器允许的范围内,边运转边调整
⑤确认位置度偏差达到弹性联轴器的允许值后,最后将各固定螺钉拧紧,注意交叉拧紧螺钉
⑥试运行,仔细观察机构的运转情况,如有异常情况及时停止运行并检查原因后重新进行调整,保证装配精度使滚珠丝杆、直线导轨综合系统能正常可靠运行
上述装配过程如图13-41所示
注:如有侵权,请告知删除!
